 English
English 中文简体
中文简体 Español
Español Português
Português Deutsch
Deutsch русский
русский

SMC(Sheet Molding Compound)
适合大批量、对表面外观和耐候要求高、成本敏感且对极高结构强度/轻量化要求不是最极端的SMC产品。它的优点是成型稳定、表面好、自动化成熟;缺点是相对较重、力学性能(比连续纤维复合)与尺寸精度有限。

HP-RTM(High-Pressure Resin Transfer Molding)
适合对结构刚度/强度、轻量化、纤维连续性有较高要求的结构件或当体积/质量比在制造工艺中是关键时,通常会采用这种工艺。其优点是成品比强度高、可做薄壁大跨越结构件;缺点是工艺复杂、模具/工装及材料体系成本和过程控制要求高,循环时间与产能受固化体系的限制。

同样用于生产新能源汽车电池壳上盖、新能换汽车电池壳底托的工艺,HP-RTM与SMC到底有什么区别呢?
1. 从材料角度对比
|
|
SMC |
HP-RTM |
|
组成 |
短切纤维(玻璃纤维为主)+ 聚酯或不饱和树脂基体 + 填料/阻燃剂/促进剂 + 增强改性剂。材料以片材(预配混合物)形式供应。 |
干预浸的织物(单向布、编织布、层合布、连续纤维预成型) + 低粘度液态树脂(环氧/不饱和聚酯/苯乙烯替代物等)被高压注入并固化。 |
|
纤维性质 |
短切或随机方向,纤维不能连续加载——在各向同性方向上性能均衡但单位质量强度/刚度低于连续纤维复合材料。 |
连续纤维(玻璃纤/碳纤/混合),方向可设计,力学性能优良(尤其沿纤维方向)。 |
|
配方优势 |
易加阻燃(通常能达到 UL94 V-0 等级或达到汽车阻燃标准)、耐候性、尺寸稳定性好。 |
可做到高玻纤/碳纤体积分数(高强高刚、轻量化),树脂体系可选以提高热稳定性、粘结性、阻燃性(但阻燃改性可能更复杂/昂贵)。 |
|
表面与后处理 |
易获得良好表面,便于喷涂和涂装。 |
需注意模具表面与树脂渗透控制,通常需要后续表面处理来达到高表面质量。 |
2. 最终产品质量
|
|
SMC |
HP-RTM |
|
力学性能 |
拉伸强度、剪切强度适中;适合承受均匀受力或作为非主承载罩壳。抗冲击性一般(短纤维有能量吸收优势) |
在纤维方向可实现远高于 SMC 的强度与刚度;抗疲劳性能、抗开裂性能更好,适合承载或承受高水平碰撞/扭曲的结构件。 |
|
尺寸精度与稳定性 |
靠压制成型,尺寸稳定性良好,但厚度和细小几何特征的公差受材料流动性和模具设计影响。 |
对厚度和局部填充控制要求高,若注射和排气设计良好,能实现高尺寸精度;但树脂收缩也需要更严密的控制与校正。 |
|
表面质量 / 外观 |
能直接得到较好表面,适合外露盖件的美观要求,喷涂附着性好。 |
直接成型表面可能需要后处理(清漆、打磨、涂层或贴膜) 以达到与 SMC 同级的外观;但也可采用共模 gelcoat 或膜技术改善外观,成本上升。 |
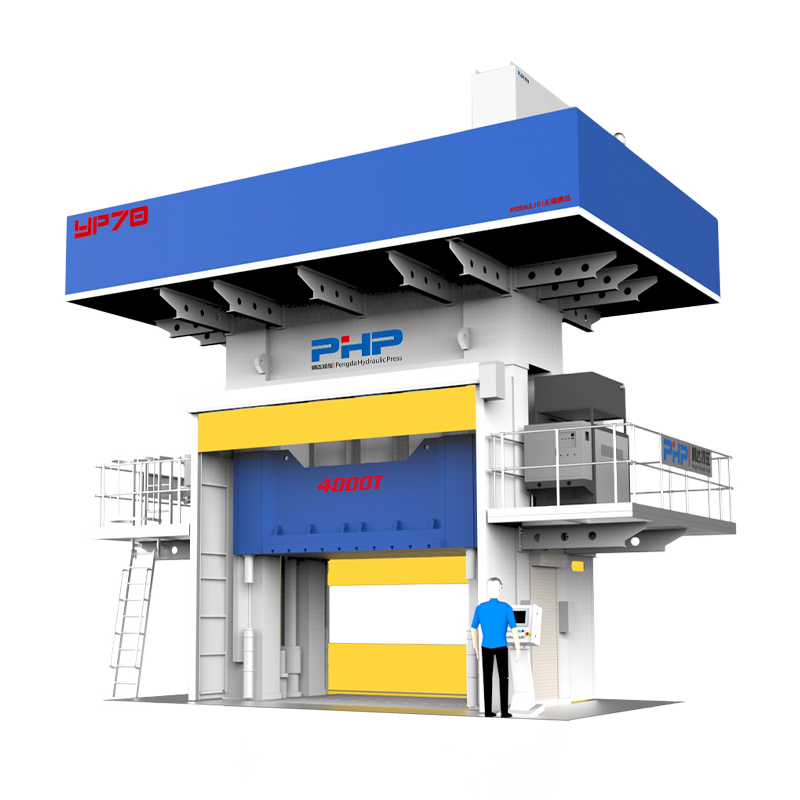
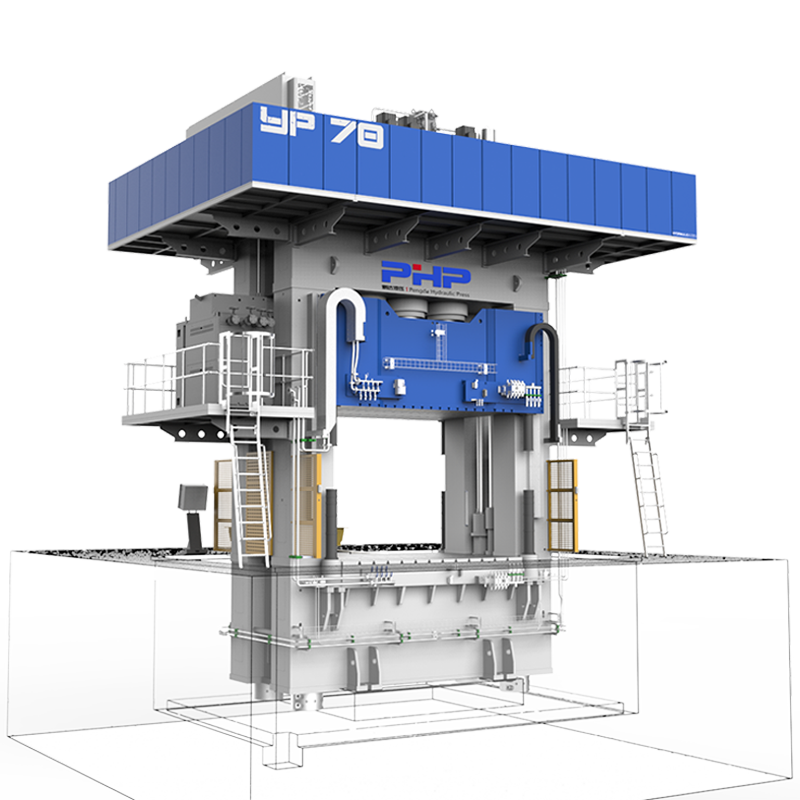
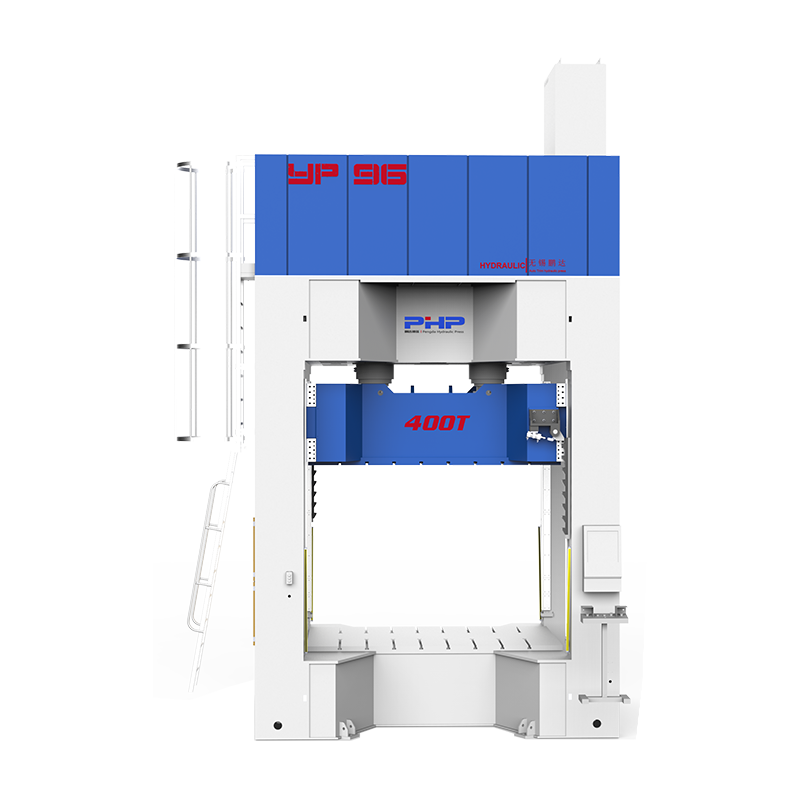
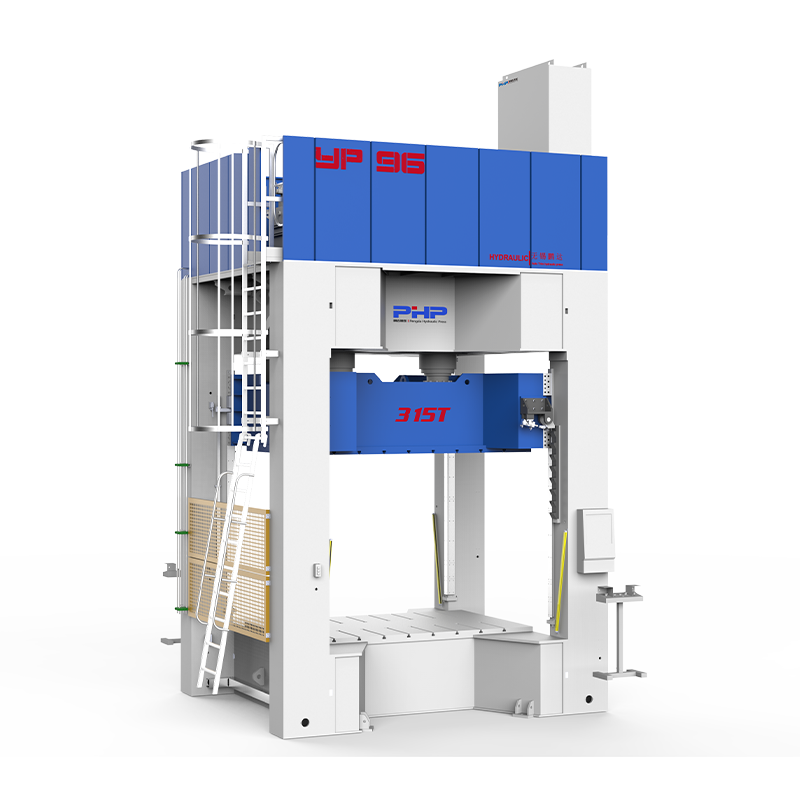
3. 压机与配套设备
SMC工艺对设备的投入成本较低,且技术成熟稳定。通常情况下,SMC 工艺只需要一台压机、一副模具、一套加热系统就可以生产产品。对压机的功能性要求不高。而原材料可以直接购买片材,通过 SMC 裁切机进行称重切割即可。后续产品成型后进行打磨即可。
HP-RTM工艺对设备的投入较高。通常材料需要进行预加热定型,再进入大吨位压机中进行高压注射成型,最后进行激光切割进行修边切孔。整个工艺从原材料到最终产品,设备包括:100-200吨预成型压机(带加热系统)、2500-3500 吨成型压机(带加热系统、真空系统、四角调平功能)、两幅模具、裁切机、注胶机、冷却定型工装、激光切割机、气密检测器等必备设备。前期投机较大。

4. 其他
维修与可回收性:SMC 与 HP-RTM 都属于热固性体系,回收难度较高。
轻量化:HP-RTM(尤其采用碳纤)相较于 SMC 能显著减轻重量,当用在电池壳上时,可以提高续航或降低整车电池成本。
供应链/可得性风险:短纤维 SMC 供应链通常稳定;碳纤与高性能树脂在供应紧张时价格波动大,需评估长期供货稳定性。
工艺柔性:HP-RTM 在复杂一体化结构上更灵活,可减少后续装配件数量(减轻重量、减少装配工序),但模具/工艺更难快速改动;SMC 适合批量、变型少的产品线。
安全与操作风险:HP-RTM 的树脂注射与固化体系可能涉及低粘毒性或易挥发组分,操作环境与通风、人员防护要求更高。
5. 总结
|
|
SMC |
HP-RTM |
|
纤维类型 |
短切随机纤维 |
连续纤维(可定向) |
|
单件材料成本 |
较低 |
较高(碳纤/环氧贵) |
|
模具/设备复杂度 |
中等(压机+加热) |
高(需注射计量+密封模具+加热+抽真空) |
|
周期 / 产能 |
适合高产能 |
产能依树脂固化,可通过并联提升 |
|
表面质量 |
优(容易得漂亮表面) |
需额外处理或膜技术 |
|
结构强度/轻量化 |
中等 |
高(尤其使用碳纤) |
|
阻燃/耐候 |
容易配方实现 |
需专门配方,成本高 |
|
适用部件 |
外观罩壳、盖件、大批量件 |
承载壳体、加强件、复杂一体化结构 |










